

両面研磨による規格外板厚シム・高精度スペーサーの特注対応

厚み1.90mm、平面度0.01の高精度スペーサーはどうやって加工する?
特注シム製造センター.comでは、サイト開設以降、様々な特注シムのご相談をいただいておりますが、特注ということだけあり、規格品ではラインナップがない板厚の特注シムや、平面度の指定が高精度なスペーサーのご相談も多くいただいています。
下記は、実際にお客様からいただいた特注板厚シム・高精度スペーサーに関するご相談です。
「鉄(SPHCで可)、板厚3.8tのシムリング製造をお願いしたいです。」
「肉厚2.5mm、厚み12mmのシムリングの製造を検討していますが、どのような方法がよいでしょうか?」
「切断機用スペーサーで、φ250mm、厚み1.90mm、平面度0.01の高精度スペーサーの製造はできますか?」
「板厚t3.51±0.005の厚みでφ100×φ50に2箇所φ10の孔を開けたシムプレートを検討しています。材質は何でもOKです。製作可能でしょうか?」
このように、規格外の特注板厚シムや、平面度の要求精度が高い高精度スペーサーについては、ただ形状をカットするだけのプレス加工やワイヤーカット、レーザーカット、エッチングでは実現することができません。
そのため当社では、両面研磨にて板厚のコントロールを行うことで、規格品にはない特注板厚シム・高精度スペーサーの製造を行っています。
特注シム製造センター.comで調達・製造可能な板材・板厚について
シム形状については、ワイヤー加工やプレス加工により任意の形状を指定頂ければ、ほとんどの異形状シムの製作可能となります。
一方、板厚については、まずは板材の規格があるかどうかが重要になります。板厚や精度指定が強い場合では、シムの材質に大きなこだわりがないケースが多く、焼入れ材やステンレス製の特注シムをご提案することが多くなっています。
特注シム製造センター.comでは、リボン鋼、SK材、S45C、ダイス鋼など多くの焼入れ材料のシム製造に対応可能です。
焼入れ材の厚みとしては、0.5mm~50mm程度まで対応可能です。また板については、一般的に以下の板厚がございます。
0.5
0.6
0.7
0.8
0.9
1
1.2
1.3
1.4
1.5
1.6
1.8
2
2.3
2.5
2.8
3
またステンレスについては、下記の表にまとめておりますので、ぜひご覧ください。
SUS304、SUS301
| 板厚 | 板厚公差 | 定尺寸法 | 切板1枚の価格 |
| 0.05 | ±0.005 | 320×1000 | 1600 |
| 0.1 | ±0.01 | 320×1000 | 1000 |
| 0.15 | ±0.01 | 320×1000 | 1000 |
| 0.2 | ±0.03 | 320×1000 | 1080 |
| 0.25 | ±0.04 | 320×1000 | 1200 |
| 0.3 | ±0.05 | 320×1000 | 1290 |
| 0.35 | ±0.05 | 320×1000 | 1510 |
| 0.4 | ±0.05 | 320×1000 | 1710 |
| 0.5 | ±0.05 | 320×1000 | 2120 |
| 0.6 | ±0.07 | 320×1000 | 2520 |
| 0.7 | ±0.07 | 320×1000 | 2930 |
| 0.8 | ±0.09 | 320×1000 | 3150 |
| 1 | ±0.1 | 320×1000 | 4540 |
| 1.2 | ±0.1 | 320×1000 | 8880 |
| 1.5 | ±0.12 | 320×1000 | 9840 |
| 2 | ±0.17 | 320×1000 | 10740 |
SUS430
| 板厚 | 板厚公差 | 定尺寸法 | 表面仕様 | kg単価 |
| 0.3 | ±0.05 | 1000×2000 | 2B | 550 |
| 0.4 | ±0.05 | 1000×2000 | 2B | 510 |
| 0.5 | ±0.05 | 1000×2000 | 2B | 500 |
| 0.6 | ±0.07 | 1000×2000 | 2B | 490 |
| 0.8 | ±0.09 | 1000×2000 | 2B | 470 |
| 1 | ±0.1 | 1000×2000 | 2B | 470 |
| 1.2 | ±0.1 | 1000×2000 | 2B | 465 |
| 1.5 | ±0.1 | 1000×2000 | 2B | 460 |
| 2 | ±0.17 | 1000×2000 | 2B | 450 |
| 2.5 | ±0.22 | 1000×2000 | 2B | 480 |
| 3 | ±0.22 | 1000×2000 | 2B | 490 |
| 4 | ±0.35 | 1000×2000 | 2B |
SUS631CSP-3/4H
| 板厚 | 板厚公差 | 定尺寸法 | 切板1枚の価格 |
| 0.1 | ±0.01 | 320×1000 | 3500 |
| 0.15 | ±0.01 | 320×1000 | 3500 |
| 0.2 | ±0.03 | 320×1000 | 3500 |
| 0.25 | ±0.04 | 320×1000 | 3500 |
| 0.3 | ±0.05 | 320×1000 | 3500 |
| 0.35 | ±0.05 | 320×1000 | 3700 |
| 0.4 | ±0.05 | 320×1000 | 3700 |
| 0.5 | ±0.05 | 320×1000 | 3700 |
| 0.6 | ±0.07 | 320×1000 | 4600 |
| 0.7 | ±0.07 | 320×1000 | 4600 |
| 0.8 | ±0.09 | 500×1000 | 8000 |
| 1 | ±0.1 | 500×1000 | 10000 |
| 1.2 | ±0.1 | 都度問合せ下さい
|
|
| 1.5 | ±0.12 | 都度問合せ下さい
|
|
| 2 | ±0.17 | 都度問合せ下さい
|
上記の表に基づいて、当社ではステンレス板の調達から加工まで一貫対応いたします。サイズは400mm×400mmの対応が可能です。
※一部の特殊な材質や板厚に関しては、支給材としてのお願いもしております。
上記の板厚にない特注板厚、または板厚公差をより高精度にしたい場合に、当社では両面研磨での仕上げ加工をご提案しております。
両面研磨による規格外板厚シム・高精度スペーサーの特注対応
特注シム製造センター.comでは、両面研磨による仕上げ加工を行うことで、規格外の板厚シムや、平面度が厳しい高精度スペーサーの特注対応を行っております。規格にはない板厚や平面度の特注シム製造が可能な小回り対応力が、当社に数多くのご相談をいただけている理由の1つだと考えております。
例えば鉄製で板厚がt3.8のシムリングの場合、まずは板材の規格に合わせたt4.0のシムリングではなく、t3.8でなければいけない理由をヒアリングさせていただきます。複数のシムリングを組み合わせることでt3.8にすることも可能であるため、複数のシムリングでの調整の可能性についてもお伺いさせていただいた上で、規格品でも良い場合は当社ではなく規格品シムリングのご購入を推奨する場合もございます。
その上で、どうしてもt3.8でなければならない場合は、t3.8に近づけるために両面研磨で板厚調整をして、特注シムの製造を行います。
上記と同様に、板厚がt1.9mmの特注シムの場合も、厚みが1.9mmの材質はございませんので、そのような場合は両面研磨にて板厚1.9mmまで加工いたします。
また平面度についても、板厚がt1mmを超えるようなスペーサーの場合で平面度0.01は非常に高精度となり、大量生産する規格品のシムスペーサーでは保証外となります。(t1.0の場合、規格品における板厚公差は±0.03~0.08が一般的です)
しかし、当社では精密な両面研磨加工が可能のため、t1.9mm、平面度0.01という高精度シムスペーサーでも問題なく対応可能です。
両面研磨については、板厚によって異なりますが、公差は±0.01~0.005であれば対応可能です。規格外の高精度シム・スペーサーが欲しいという方は、購入先を探す際に、最初から当社にご相談いただく方も多くなっています。
ただし、両面研磨による規格外板厚シム・高精度スペーサーの特注対応をする際の注意点として、両面研磨には治具が必要な点があげられます。シムサイズによっては標準の治具があるため、治具費用は発生しませんが、ちょうど良いサイズの治具がない場合は、両面研磨用の治具代が別途必要となります。そのため、シム製作代はあまり大きな金額にならない場合でも、治具代で高額になってしまうケースも実際にございます。
そのような場合には、先述の通り、その板厚でなければいけない理由をヒアリングして、または複数のシムリングでの調整の可能性についてもお伺いした上で、規格品での対応可否もご提案させていただきます。
両面研磨による特注シムの製品事例をご紹介!
続いて、特注シム製造センター.comによる、両面研磨にて加工した特注シムの製品事例をご紹介いたします。
SPHC製 丸シム・スペーサ・ライナー(レーザー加工、両面研磨、亜鉛メッキ)
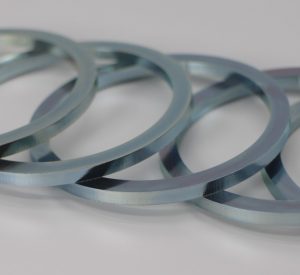
こちらは機械装置向けの特注シム(スペーサ)です。鉄(SPHC)の素材をレーザー加工で加工しました。
3.8t±0.05という板厚と製作数量より見積を行った結果、ワイヤー加工や金型を製作した場合では価格が高価となるためレーザー加工を提案させて頂きました。
また一般のSPHCによる板厚3.80t±0.05の材料は入手する事が出来ないため、両面研磨を行う事で規格を満足することが出来ました。さらにこちらの製品はSPHC製のため、サビ防止のために亜鉛メッキ処理を施しました。
動力伝導装置用向け 丸シム・スペーサ
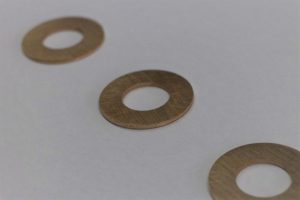
こちらは、動力伝動装置用の特注シム(スペーサ)です。りん青銅(C5191)の素材を、プレス加工で打ち抜いて製作いたしました。
今回の特注シムは、厚みの要求精度が±0.01mmであり、さらに表面と裏面の平面度は0.02mmをお客様から要求いただきました。これらの厚み精度や平面度の場合は、素材のみで精度保証するのが困難となりますので、当社ではプレス加工後に両面研磨を施しています。